
新聞資訊
新聞資訊
- 柔性纖維打包帶詳細規格參數表
- PET打包帶生產線設備廠家
- 打包帶圖片大全
- 纖維打包帶固定技巧
- 聚酯纖維打包帶怎么用視頻教程
- 纖維打包帶使用案例
- 纖維帶打包教程
- 塑料打包帶使用方法視頻
- 纖維打包帶的打法
- 北京纖維打包帶價格查詢官網
- 北京纖維打包帶價格查詢網
- 北京纖維打包帶價格查詢表
- 專業纖維打包帶廠家直銷推薦理由
- 形容打包帶有哪些的詞語
- 專業纖維打包帶廠家直銷推薦排行榜
- 專業打包帶廠家有哪些最好
- 塑鋼打包帶和纖維打包帶哪個便宜
- 打包帶有哪些材質
聯系我們
手機:13812930229
電話:0512-36836661
郵箱:121740864@qq.com
地址:昆山市周市鎮盛帆路268號
公司新聞
深圳打包帶廠生產流程解析,從原料到成品的七大核心工序
- 發布時間:2025-02-22
- 點擊:226
在深圳這座以制造業聞名的城市,打包帶作為物流包裝領域的重要耗材,其生產工藝的精細化程度直接影響著產品的性能與市場競爭力。許多采購商和行業新人常會好奇:一家專業的深圳打包帶廠究竟需要經過多少道工序才能完成生產? 本文將深入拆解打包帶制造的完整流程,帶您了解從原材料到成品的關鍵技術環節。
一、原料篩選與預處理:品質的基石
打包帶生產的首道工序始于原料選擇。深圳頭部企業普遍采用聚丙烯(PP)或聚乙烯(PE)顆粒作為基材,通過精密儀器檢測原料的熔融指數、密度及雜質含量。部分高端工廠還會添加抗老化劑與增韌母粒,以提升打包帶的耐候性和抗拉強度。
預處理環節中,原料需在恒溫干燥倉中靜置4-6小時,將含水量控制在0.03%以下。這一步驟看似簡單,卻直接決定了后續擠出成型時的穩定性——水分超標會導致成品表面出現氣泡或斷裂紋。
二、高溫擠出成型:塑造產品筋骨
經過預處理的原料被送入雙螺桿擠出機,在200-240℃的高溫下熔融塑化。深圳先進工廠已采用智能溫控系統,將各區段溫差控制在±1.5℃以內,確保熔體流動性均勻。
熔融物料通過模頭形成帶狀胚體時,模具的流道設計尤為關鍵。V型漸縮流道能有效消除熔接線,而納米涂層模具的應用則減少了物料粘附,使胚帶表面光潔度提升30%以上。
三、水冷定型:精度控制的核心
剛從模頭擠出的胚帶溫度高達180℃,需立即進入25-30℃的循環水槽進行急冷定型。深圳企業在此環節普遍配置三級梯度冷卻系統:
湍流區快速降低表面溫度

層流區均勻釋放內部應力
恒溫區穩定帶材結晶度
此階段需精確控制冷卻速度與牽引速率的匹配關系。過快冷卻易導致脆化,過慢則可能引發帶材變形。實驗數據顯示,將牽引速度穩定在12-15米/分鐘時,成品尺寸偏差可控制在±0.05mm以內。
四、雙向拉伸增強:力學性能的突破
打包帶的核心強度來源于分子鏈的定向排列。深圳工廠多采用雙向五輥拉伸機組,通過三組加熱輥筒逐步提升溫度至120-150℃,配合差速拉伸將帶材延展3.5-4.2倍。
在此過程中,縱向拉伸增強抗拉強度,橫向拉伸則提升彎曲韌性。某知名品牌的測試報告顯示,經過優化拉伸工藝的打包帶,其斷裂拉力可達1200N以上,遠超國標要求的800N基準值。
五、表面處理與印刷:功能與標識的結合
為滿足不同使用場景需求,深圳企業開發出多種表面處理工藝:
壓花處理:增加帶體摩擦系數,防止貨物滑動
靜電消除:避免電子元件運輸中的靜電損傷
UV涂層:提升耐候性,適應戶外長期儲存
同步進行的激光噴碼或熱轉印技術,可將企業LOGO、規格參數等信息精準標注。部分出口型工廠還配置了二維碼追溯系統,實現從原料到終端的全程溯源。
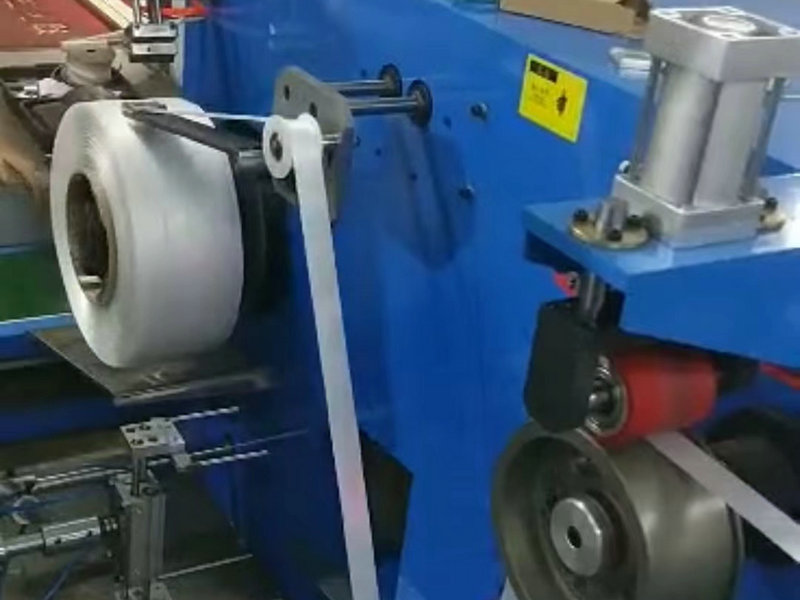
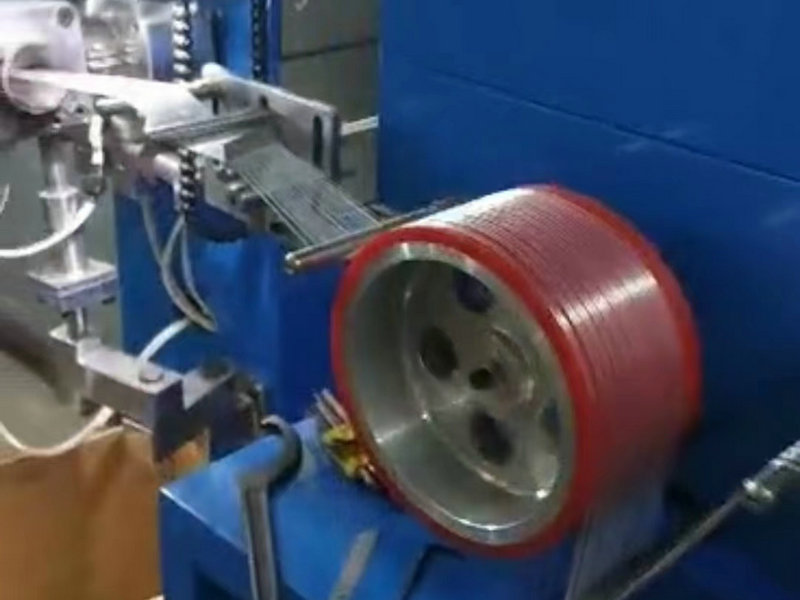
六、精密分切與收卷:效率與損耗的平衡
采用伺服電機驅動的分切機組,將寬幅帶材裁切成12-19mm的標準規格。深圳某高新企業的創新設計——動態張力補償系統,可將分切損耗從傳統工藝的3.2%降至0.8%以下。
收卷工序中,恒張力錐度控制技術的應用,確保卷材內緊外松的結構。這種設計既能防止運輸途中松散變形,又便于終端客戶使用時順暢解卷。
七、全檢與包裝:品質的最后防線
在出貨前的全檢環節,深圳工廠普遍采用機器視覺檢測+人工復檢的雙重保障機制:
- CCD相機自動識別表面瑕疵、厚度偏差
- 拉力試驗機抽檢抗拉強度與延伸率
- 恒溫恒濕箱模擬極端環境下的性能變化 通過ISO9001認證的企業還會對每批次產品留存樣本,建立完整的質量檔案庫。最終成品采用防潮PE膜包裹,配合EPE緩沖護角裝箱,確保運輸過程零損傷。 — 從原料篩選到成品包裝,深圳打包帶廠通過七大核心工序的精密配合,不僅實現了生產效率的持續提升,更在環保指標上取得突破——行業領先企業已實現生產廢水零排放、邊角料100%回收再造。這種將傳統制造與智能技術深度融合的產業升級路徑,正是”深圳智造”在全球供應鏈中保持競爭力的關鍵所在。
TAG:






 客服QQ:121740864
客服QQ:121740864